その2‥針
針はドイツ製に限るぜ!だって磨きが違うんだもん!
厚物用の針も沢山種類がある。上の写真は上から順に「畳針(型番忘れた)」「794」「190R」「134×35」である。さすがに畳針はなげえは! 針のこまごまとした種類については各メーカのカタログ、サイト等で確認ねがいたい。コーティングだとかの薀蓄が最近特ににぎやかである。 また針先も革用レンズ針が各種取り揃えられてまあカオスの世界である。 しかし針の基本は磨き、とくにDD×1やDY×3(794)などではエッジの仕上げの差が各社で顕著なので要チェック!!! これだけ《磨き》っていえば皆さんも思いつくだろう。要は自分で磨けば一級品なのだ。(いや、一級品になる可能性を持っているといったほうが良いのかも)
針を用意しまずは耐水ペーパーで軽く針穴周辺をつぶす。
あくまでもえぐり側のエッジだけを磨く。 やりすぎは良くないっす。逆効果になるときもあるんで気をつけて!!
そのあと太い糸にアオコ(赤潮の原因ではなく研磨剤)をぬって針穴周辺をせっせと磨く。
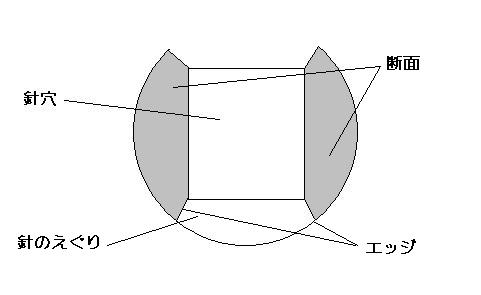
えぐり側のエッジが糸を切る原因なのでここをいかにうまくラウンドに仕上げるかが重要。磨きの成功した針では熱切れ、ささくれの発生が減少する。その効果はグロッツベッケルト社SAN5並み…? ってゆうか針先のチョイスはないけど、SAN5ってどんな針よりも熱に対して強い。。 (ああっと、針は先端がとがっていて危険です。チャレンジャーになるときは怪我に十分注意押してください。また結構熟練が必要な荒業です。失敗する確率のほうが高いかも?だけど私は失敗されても責任取れないので、チャレンジするときはご自分の責任でやってみてください)
最近目とび防止針って各社から発売されているんだけど、イマイチわかんない部分が・・・
各社とも針穴上端部のフライス加工による逃げをやめ、《ループの形成が云々》と宣伝している。しかし元々この部分針先端が縫製物に刺さってゆくときに糸が逃げるためにあったのでは?
それゆえ硬いものの縫製時逆に糸切れの原因になりそうな気もするのだが?いかがなんでしょ。
|