その9‥WHEEL FEED 靴用ポストの最高峰? 上下車輪送りミシン
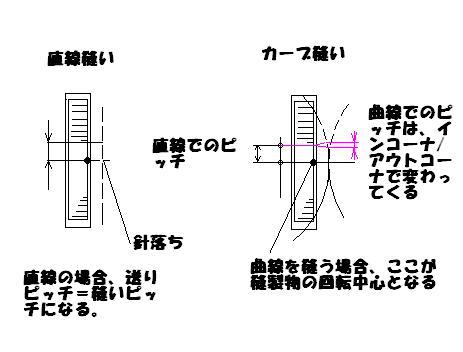
SINGERでは136W辺りから「車輪送り」は出てくるが、この頃になってくるとPFAFF等もカナリ力をつけていたのではないかと思える。 この「上下車輪送り」って送り力は強力である。なんせ送り歯が下がることが無い。ずーっと縫製物をつかんでいるから、段部がきても車の4WDみたいに(いや2WDかあ)強制的にぐいぐいと登ってゆく。(限界はあるが) そして針送りを併用しているタイプは縫製物の速度変動が少なくこれもなかなか。ではいいことずくめか?っていうと欠点もある。 ローラー押さえ系のミシンには共通しているがコーナーでのピッチ誤差である。
直線縫いではまったく問題が無いのであるが、曲線縫いではインコーナ/アウトコーナーでピッチが大きく変わってしまう。 でもってこの現象は二本針ミシンでは一層顕著になってしまう。 →右針が回転中心から大きく離れるため(-"-) そしてピッチのムラだけでなく、この現象で糸締りが大きく変わる場合もある。 靴縫製では、ローラー押さえを使わず、平押さえのミシンを使用する工場もあるが、この現象を是正するためにそうしている場合もある。 また下車輪送りの場合別の問題もある、下ローラーは針板上面より少し突出している。これは針が刺さるときも抜けるときも同様である。普通のミシンだとこの場合押さえによって縫製物が押さえられているのだが、ところが車輪送りの場合空中に浮いているのだ。ってことは、縫製物はたえず針の抜き差しにより上下してしまうわけで、目とびなんかの要因になる場合もまれにある。 じゃあ車輪の高さを下げりゃあ良いかというと? これがまた糸締りが悪くなったりして・・・ ここら辺も平押さえミシンがチョイスされる一因であるようだ。 ちなみに車輪送りはその送り方で三種類に分かれる。(厳密にいえば変なのもあるけど) 1)上下車輪 上軸一回転に対し送るのは一回、針が抜けている間だけ送る。 通常の間欠動作、ローラー押さえつきの下送りとかと運動方式は同じ。二本針の車輪送りはこのタイプ。 2)上下車輪+針送り-その1 上軸一回転に対し送り動作を2回行う、針が刺さっているときには針送り+上下車輪。針が抜けているときは1)のように上下の車輪のみで行う。ワンウエイクラッチを用いているため車輪は運動の休止区間がある。たとえばP=4だと上軸1回転で2mm×2回の動作を行うことになる。一本針はこのタイプが多い。 3)上下車輪+針送り-その2 基本的に2)と同じだがギア駆動で車輪は連続運転している。 よって針の運動と車輪の運動は完全には一致しない。ピッチを交換するときはギア交換が必要な場合もある。ポストベットの現行機種でこのタイプは無くなった?ジーンズのすそ上げようのシリンダーベットはこのタイプが多い。 で、この三種類で何が違うかって言うと?? これは縫製物の進む速さである。ミシンが同じ回転数で、同じピッチで作業を行うとすると、縫製物が進んでゆく速さは(3)<(2)<(1)って事になる。上軸(ミシンプーリー)が360度回転する間(3)は車輪か回りっぱなしなのに対し(2)は休止区間があるので当然加減速が生じ、速度が最も早いときは当然(2)より早くなる。(1)は上軸回転角にして180度以下で送らねばなら無いので、当然その速度も速く、また加減速も大きくなるわけだ。 実際に作業を行うと速度変動が少ないほうが使いやすいが、小回りが多い場合は一長一短あり。。 最近は車輪送りでも駆動元をモーターに置き換えたものもあり、構造はカナリシンプルになってきている。中国でも生産されているようだが、この手の機械は意外に難しい部品も多く、果たしてどれくらいの品質があるかは????
|